|
Prolink to exhibit at the Quality Expo 2010
Booth: 1103
April 28-29, 2010
Charlotte Convention Center
Charlotte, NC
Come visit us to see the latest improvements!! |
|
Product Spotlight: QC-CALC 3.3 Released
Prolink is proud to announce release of QC-CALC 3.3.
|
The following are just two of the new features in new QC-CALC 3.3.
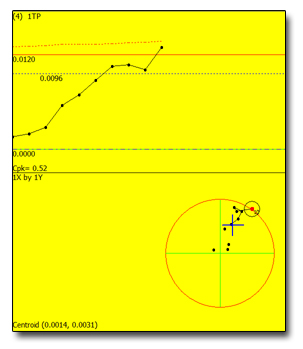
- True Position Charting - The new True Position Plot (pictured at right) automatically calculates the bonus and MMC tolerance. In addition, we calculate Cpk based on the
moving bonus tolerance.
- MultiSource QCC files - QC-CALC 3.3 can now seamlessly integrate multiple data collection
sources into the same QCC file. This means you can measure your parts on multiple
devices and merge the data
automatically.
How To Get It:
Download the latest version of QC-CALC on our website at https://www.prolinksoftware.com.
Want to Learn More?
View the True Position Plot Feature Page >>
View the MultiSource Feature Page >>
|
 |
|
|
Tip: Need a Cpk of 1.33?? Calculate your limits
The ability for QC-CALC to calculate your limits has been built-in for years. Normally
customers use this functionality to calculate the mean, control limits, and sigma
zones. However, we can also reverse calculate your nominal and spec limits based
on the data you've collected.
We speak with customers all the time who receive tight limits from engineering and
are then told to achieve a Cpk of 1.33 when the process cannot necessarily perform
to such levels. While this doesn't sound very SPC-like, there are certain cases
where it isn't that the process that needs improvement. It's the limits that need
loosening. We won't assist you in your arguments with Engineering, but we will tell
you what your spec limits would need to be if you want to hold a Cpk of 1.33.
|
How To Do It:
- In QC-CALC Real-Time 3.0 or up, go to Tools > Options > Statistical Settings.
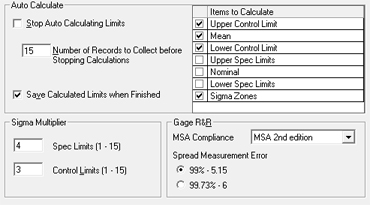
- In the area named Auto Calculate, choose which limits you want us to calculate by
checking the options.
- Specify the Sigma Multiplier just below to the left. For a Cpk of 1.33, use 4 as
the Spec Limits sigma value.
- Click OK.
- Choose Tools > Calculate Limits.
The limits you specified will automatically be calculated according to the settings.
PLEASE NOTE: Your new limits are for on-screen purposes only and will not be saved
permanently to the QCC file until you choose Tools > Save Calculated Limits.
To go back to your current limits, perform step 5 again to turn off the calculated
limits.
|
|
How to Get It:
Download the latest version of QC-CALC Real-Time.
Want to Learn More?
Download QC-CALC 3.3 Now >>
|
|
