Introduction
Most of the time we recommend using the Gage R&R wizard in QC-CALC Real-Time as it does all of the data collection automatically. However, there are times when you may want to set up a Gage R&R completely manually. This is relatively simple to do, but there are a few steps in order to get it right. This article will go through those steps.
NOTE: We are not covering how to do a proper Gage R&R study here, but rather how to set it up in QC-CALC SPC. Make sure you have pulled the necessary parts from the line and label them numerically before starting. Also, make sure you agree upon operator numbers in advance and use good measurement standards to ensure a successful study.
Directions
- In QC-CALC SPC, create a new GR&R file by choosing File > New and naming your QCC file. End the name with the suffix "_GRR" to signify that this is a Gage R&R file and not a normal QCC file. (i.e. MyPart_GRR.qcc)
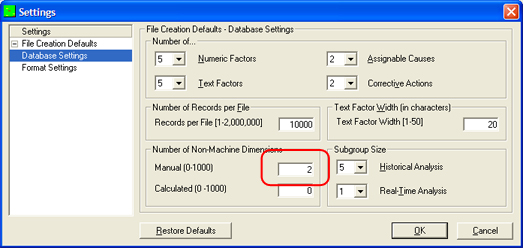
- On the Settings screen that appears, specify the number of dimensions you will measure in the Manual (0-1000) box. Click OK when finished and your QCC file will be created.
- Next we'll set up the dimensions. To set them up, choose Edit > Nominals and Tolerances.
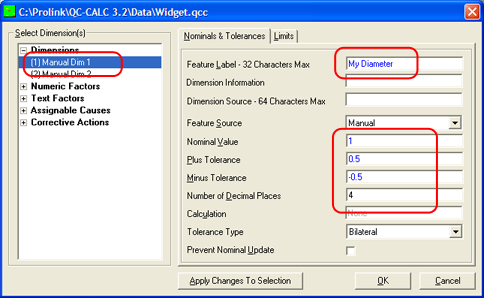
- On the Nominals & Tolerances screen, choose the dimension from the list on the left and enter the Feature Label, Nominal Value, and Tolerances on the right side. Do this for each dimension in your QCC file and click OK when finished to save your changes.
- Next we'll add the appropriate number of records for your Gage R&R. First determine what kind of a study you would like to run. Specifically how many parts, trials and operators you will use. A typical short study uses 5 parts, 3 trials, and 3 operators. A more exhaustive study is typically 10 parts, 3 trials, and 3 operators. Whatever you choose, multiply all three numbers together. For this example, we'll use a 5x3x3 study which equals 45 when multiplied. To add your records, choose Edit > Add Record, type the number of records to add (i.e. 45) and click OK. QC-CALC will add the correct number of records to your file.
- Next we'll add the part trial and operator information to the factors. To do this, click Edit > Fill > Fill for Gage R&R. A small popup window will appear asking you how to fill it.
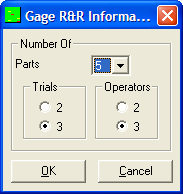
- Choose the number of parts, trials and operators as above and click OK. QC-CALC will automatically assign the first three numeric factors to the part, trial and operator numbers and populate them.
- Start measuring your parts according to the part, trial, and operator numbers in the factor columns. As you measure the numbers, type them in the appropriate cells.
- When finished with all measurements, run the Gage R&R report in SPC under Report > Gage R&R Report > Create Gage R&R Report.
More Information
For additional Gage R&R report formats including ANOVA and the MSA standard template, please close SPC and open the same QCC file in QC-CALC Real-Time. From there, run the report via Report > Print Report. Use either the Gage R&R or Gage Report Tabular Form report types.